How We Support Distributors Scaling From 100 Units to Full Container Orders of Compression Boots
In B2B recovery equipment sourcing, the real challenge is not starting small.
The real challenge is whether a factory can still perform when your business moves from trial orders to container-level shipments.
Many distributors experience a common pattern:
- First orders are smooth and easy
- Product quality looks stable in samples
- Communication is fast in the beginning
- But problems appear when volume increases
At this stage, even small instability in production can affect delivery schedules, customer satisfaction, and long-term market planning.
This is why experienced buyers prefer working with a stable bulk compression boots supplier that can support continuous scaling instead of short-term sourcing.
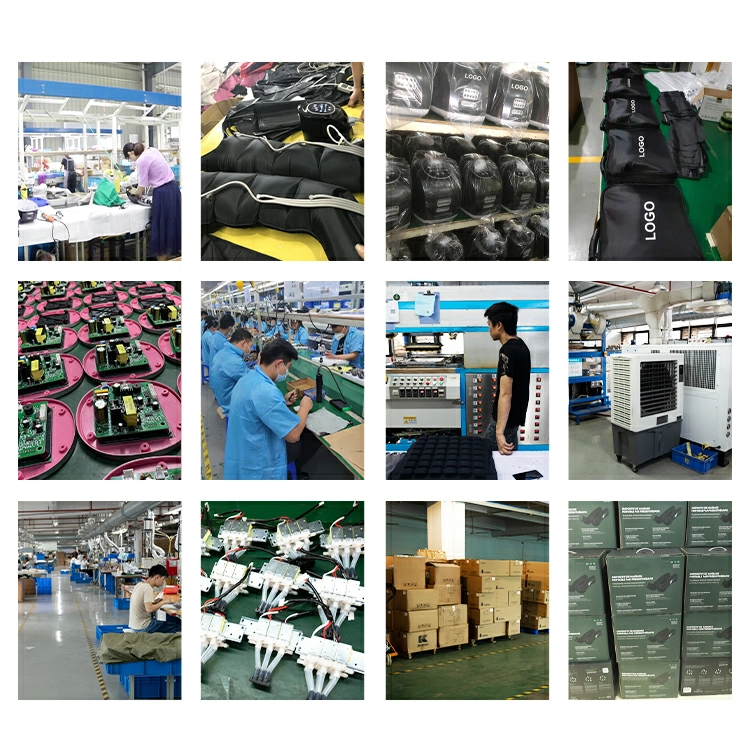
KONBEST has 17 years of manufacturing experience in sports recovery equipment, exporting to more than 100 countries and supporting over 300 OEM brands. With a 5000㎡ factory, 5 production lines, advanced QC systems, and strong OEM capability, it supports distributors from 100-unit orders to full container shipments.
Table of Contents
- Stage 1: 100-unit trial orders and early validation
- Stage 2: Mid-scale growth and repeat orders
- Stage 3: Preparing for container-level demand
- Stage 4: Production stability under high volume
- Stage 5: OEM consistency for market expansion
- Why scaling exposes supplier weaknesses
- Where compression boots are used in large-scale markets
- Who benefits most from scalable factory support
- Q&A
Stage 1: 100-Unit Trial Orders and Early Validation
Most distributors start with small orders to test market response and product performance.
At this stage, focus is usually on:
- Sample quality comparison
- Basic product function testing
- Shipping time evaluation
- Initial OEM requirements
Small orders are useful, but they do not fully show a factory’s real production capability.
Buyers planning a compression boots bulk order strategy must consider what happens when volume increases.
Stage 2: Mid-Scale Growth and Repeat Orders
When the product performs well in the market, repeat orders begin.
This is where production consistency becomes more important than sample quality.
Distributors expect:
- Stable product performance across batches
- Faster repeat order processing
- Reliable delivery schedules
- Consistent OEM branding
Factories without strong internal systems often start showing limitations here.
Stage 3: Preparing for Container-Level Demand
As demand grows, distributors begin planning container shipments for larger markets.
This stage requires strong factory readiness because:
- Order volume increases significantly
- Delivery timelines become critical
- Inventory planning becomes more complex
- Market expansion depends on supply stability
At this point, switching suppliers becomes risky because any inconsistency affects full market rollout.
Stage 4: Production Stability Under High Volume
Not all factories can maintain stability when production scales up.
Common issues include:
- Batch differences in air pressure performance
- Component variation during mass production
- Longer lead time during peak demand
- Reduced QC accuracy under pressure
KONBEST uses structured production lines and strict QC systems to maintain stability during high-volume manufacturing.
This is essential for buyers working with a wholesale compression therapy boots supplier in competitive markets.
Stage 5: OEM Consistency for Market Expansion
When distributors scale into multiple regions, brand consistency becomes critical.
Even small changes in appearance or packaging can affect customer trust.
KONBEST supports:
- Stable OEM logo application
- Consistent packaging standards
- Controlled product updates
- Long-term branding continuity
This supports buyers working with an OEM compression recovery boots manufacturer for long-term expansion.
Why Scaling Exposes Supplier Weaknesses
Many sourcing problems only appear after order volume increases.
When production scales, weaknesses become visible in:
- Production scheduling
- Component sourcing stability
- Quality inspection speed
- Communication efficiency
Factories without full production control often struggle to maintain consistency.
KONBEST operates as a factory direct compression recovery boots supplier with full internal production management to reduce these risks.
Where Compression Boots Are Used in Large-Scale Markets
- Sports recovery chains
- Rehabilitation clinics
- Professional training centers
- Fitness recovery studios
- Medical wellness facilities
These environments require stable daily operation and consistent performance under continuous use.
Who Benefits Most From Scalable Factory Support
- Medium and large distributors
- Wholesalers expanding regional markets
- Resellers building OEM recovery brands
- Importers managing container-level sourcing systems
These buyers need factories that can scale with them without disrupting supply stability.

Q&A
Q1: Why do some factories fail during scaling?
A: Because they cannot maintain production consistency and QC control under high volume.
Q2: What is the biggest risk when moving from 100 units to containers?
A: Supply instability affecting delivery and market rollout.
Q3: Why is OEM consistency important in scaling stages?
A: It ensures stable brand identity across different markets and batches.
Q4: Why do distributors prefer long-term factory cooperation?
A: It reduces sourcing risk and improves operational predictability.
Q5: Who should focus on scalable suppliers?
A: Distributors, wholesalers, and resellers targeting long-term market growth.
Recommended Product Link
Table of Contents
- How We Support Distributors Scaling From 100 Units to Full Container Orders of Compression Boots
- Table of Contents
- Stage 1: 100-Unit Trial Orders and Early Validation
- Stage 2: Mid-Scale Growth and Repeat Orders
- Stage 3: Preparing for Container-Level Demand
- Stage 4: Production Stability Under High Volume
- Stage 5: OEM Consistency for Market Expansion
- Why Scaling Exposes Supplier Weaknesses
- Where Compression Boots Are Used in Large-Scale Markets
- Who Benefits Most From Scalable Factory Support
- Q&A
- Recommended Product Link